

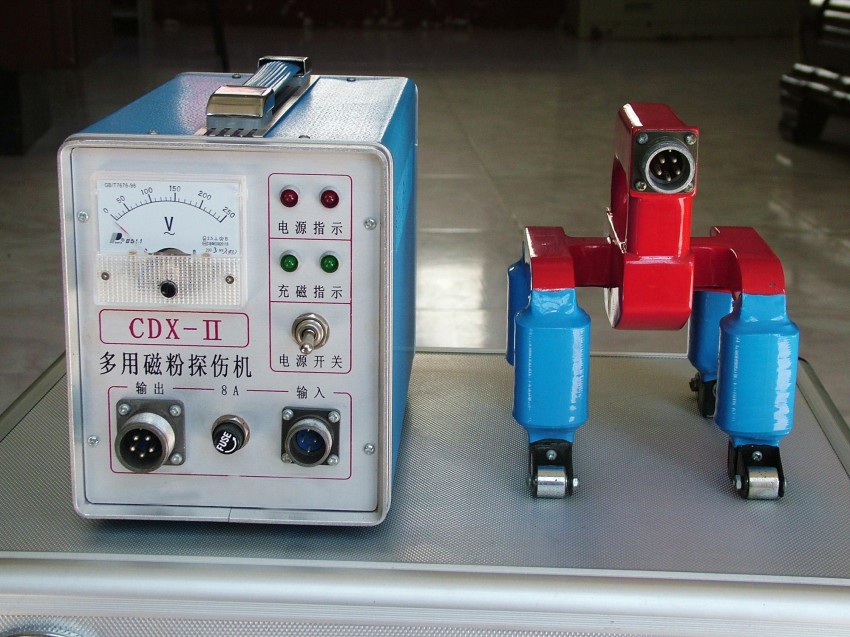
磁粉探伤仪的工作原理和注意事项
日期:2019年01月10日 / 人气: / 来源:www.zk813.com
磁粉探伤仪的注意事项;
1、用连接线连好马蹄铁式磁轭探头,然后开机,按上、下方向键,使黄色三角标在;探伤检测项上,按确认键,进入探伤检测。启动探伤检测;后,可根据探伤工件大小,适当调节探伤器磁开度距离。
2、对工件探伤面进行探伤时,要有重叠,每次重叠区域不小于25mm,做到多方位探伤。当发现磁粉有聚集时,应及时分析磁痕形成的原因,并正确判断相关磁痕、非相关磁痕。要正确判断各种磁痕特征。
3、拍摄完磁痕显示照片后,按上下方向键,使光标停在功能项上,按确认键,屏幕显示存储对话框(或直接按存储;键)
4、干粉探伤时,工件表面要干燥。将适当干燥磁粉均匀地施加于工件探伤范围内,在工件探测表面上以小于40mm/s的速度缓慢移动磁轭探头,进行多方向的垂直探伤,使两磁与被探工件接触良好。观察磁粉流动时有无磁粉聚集,如有异常变化时应该变磁轭开度,调节磁场强度,反复进行探伤检测。
5、若磁痕难以判断,应通过修磨重新探伤或采取其他方法确认,如果判定磁痕是缺陷磁痕,应将摄像头对准磁痕显示处,按确认键,拍下磁痕显示照片。
磁粉探伤的原理;
是指有表面或近表面缺陷的工件被磁化后,当缺陷方向与磁场方向成一定角度时,由于缺陷处的磁导率的变化,磁力线逸出工件表面,产生漏磁场,吸附磁粉形成磁痕。
当铁磁性工件被磁化时,磁感应线从中透过,如果工件表面存在缺陷,就会有一部分磁感应线逸出工件表面,他们从缺陷的一侧穿出进入空气中,绕过缺陷,从缺陷另一侧又折回到工件中,于是在工件表面缺陷处就形成了漏磁场。此时将磁粉(能在微弱磁场中被吸附的氧化铁粉末)施加于改漏磁场中。每一颗细小的磁粉在漏磁场中被磁化而成为极小的磁极,并在漏磁场的作用下磁粉被吸向漏磁场最强区(即缺陷表面中心处)。于是磁粉就在缺陷处堆积起来形成与缺陷形状类似的磁痕。这样缺陷就被显示出来。
作者:中科小编
上一篇:分光密度仪操作规范
下一篇:仪器校准仪器应如何采用校准
推荐内容 Recommended
- 中科计量-感恩有你一路相伴(客户01-18
- 中科计量《新闻早报》2018年12月12-26
- JJF 1043-2011 轮廓测量仪概述以06-01
- JJG 21-2008 百分尺的应用举例06-01
- JJF 1215-2009 整体式内径千分尺06-01
- JJF1318-2011影像测试仪范围术语06-01
- 减肥必备!日本公司开发食材热量计06-01
- 光的一种奇异现象或将颠覆量子力06-01
- 网易对我们中科的报道06-01
- 仪器在炎热的夏天有时候精度会出06-01
热门内容 Popular
- 中科计量-感恩有你一路相伴(客户01-18
- 布氏硬度计计量校准方式与注意事11-02
- 《多想活着》2分18秒,普京总统肃08-03
- 李嘉诚汕头大学告别演讲完整版:平08-02
- 没有忠诚,能力一文不值08-02
- 直流稳压电源培训资料06-22
- 新QC七大手法06-22
- 万用表培训资料06-22
- 千分尺培训资料06-22
- 气相色谱仪培训资料06-22